
Introduktion
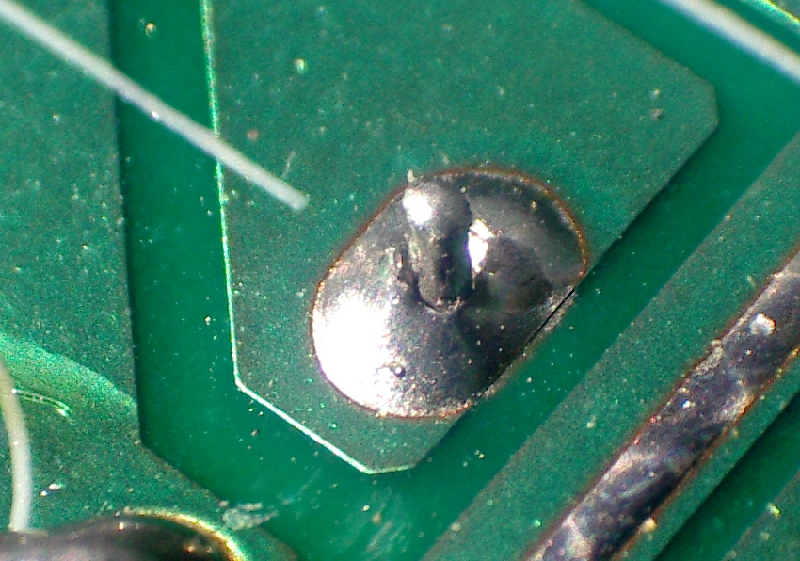
Alla dåliga lödningar är inte synliga för ögat och så tydliga som denna kallödning. Lodet har dålig kontakt med komponentbenet, en klassisk kallödning. Ibland krävs dock mikroskop för att se defekter som kan orsaka till exempel totalt avbrott som vi skall se i artikeln.
Det farliga blyet som orsakar stora miljöproblem och faktiskt kan förgifta människor och i värsta fall leda till dödsfall har väl inte undgått någon amatör som i alla fall någon gång löder egna konstruktioner eller byggsatser.
Blyfria lodlegeringar har funnits så länge som människor har sysslat med lödning, i källorna kan vi gå tillbaka omkring 5 000 år. De flesta av dessa legeringar var kombinationer som koppar-silver eller silver-guld och användes med så kallad hårdlödning. Det är en teknik som fortfarande används idag för att sammanfoga ädla och halvädla metaller. En mycket nyare utveckling är som bekant att löda samman elektroniska komponenter med hjälp av "mjuklödning", vilket medför mycket lägre temperaturer vid lödningen.
Tidig mjuklödning använde rent tenn (Sn), men gradvis sökte man efter legeringar som skulle lösa problem som temperaturcykling, stötmotstånd, elektronmigrering och morrhår eller så kallade whiskers i tennbaserade legeringar. Medan bly (Pb) lyckades fylla denna roll för de flesta lödapplikationer har utfasningen av bly från produkter, liksom nya krav på allt mer finfördelade komponenter, krävt utveckling av nya lodlegeringar som kan fylla denna roll.
I den här artikeln kommer vi att titta på de vanligaste blyfria lodtyperna för både hobby- och industribruk, och dopämnena som används för att förbättra deras egenskaper.
Blyat eller blyfritt?
Problemet med blyet är som sagt att det är hälsofarligt och miljöskadligt. Om du väljer att använda traditionellt blyat lod för dina byggen så är det en billig hälsoförsäkring att investera i ett ordentligt utsug så att du inte andas in lödröken. Är du orolig för hälsoeffekter skall du använda blyfritt lod. Ordentligt utsug är alltid bra, även vid lödning med oblyat lod. Det finns en rad andra ämnen i lödröken som alla bör undvika.
Observera att det professionellt, i alla fall i en del sammanhang, är tillåtet att utföra reparationer med blyat lod på ett kretskort som innehåller oblyat lod i övrigt. Dock klassas hela kretskortet som blyat efter en sådan reparation.
EU har en kandidatlista med farliga ämnen som skall fasas ut och de har gett ut de så kallade RoHS- och REACH-direktiven. Jag går inte in på dem, det för alldeles för långt men googla på begreppen för information. Dessa direktiv är just nu under revision och ute på remiss och en kraftig skärpning är att vänta. Emellertid går dessa direktiv till viss del i otakt med vad som är tekniskt möjligt för närvarande, vissa skadliga ämnen finns med i olika komponenter, bly i dioder till exempel. De är en förutsättning för funktionen. Ny teknologi saknas i vissa fall för att bli kvitt dessa ämnen i vissa typer av komponenter så debatten lär bli högljudd om vad som skall fasas ut och när. Redan idag finns en rad undantag i olika branscher för vissa komponenttyper. Det är dock helt säkert att EU: s ambition är att totalförbjuda dessa ämnen.
Kemiska och fysikaliska grunder
Det finns en god anledning till varför tenn (Sn) är så vanligt förekommande i mjuklödning och lodlegeringar: det smälter vid låga temperaturer (232°C) och erbjuder goda vätningsegenskaper (förmåga att flyta ut på lödstället) förutom sin förmåga att blanda sig väl med de flesta metaller. Denna sista egenskap är avgörande för att bilda en bra intermetallisk förening (IMC). Kvaliteten på denna IMC-gräns avgör hur hållbar fogen blir. Både finkornigheten och antalet (och storleken på) eventuella tomrum i IMC kommer att påverka denna hållbarhet.
De två vanligaste typerna av blyfritt lod är SnAgCu (tenn-silver-koppar, även kallad SAC) och SnCu (tenn-koppar). SnAgCu-legering med 3 % silver och 0,5 % koppar (SAC305) godkändes ursprungligen för användning i SMT-montering (Surface Mount Technology = ytmontering på svenska), tillsammans med ett antal andra SAC-legeringar. Dessa andra legeringar är typer med högre silverhalt, såsom SAC387 (3,8 % Ag) och SAC405 (4 % Ag). Dessa högre silverlegeringar är äkta eutektiska legeringar - som helt förändras från ett fast ämne till en vätska vid smältpunkten 217°C. Däremot har SAC305 ett intervall mellan 217–219°C. En eutektisk blandning eller ett eutektikum av två ämnen (oftast men inte enbart metaller) är en med sådan sammansättning att smältpunkten är den lägsta möjliga, och i alla fall lägre än hos de två enskilda ämnena. Det är endast i detta atom-/molekylära förhållande som sammansättningen smälter som en helhet vid en specifik temperatur (den eutektiska temperaturen) och bildar ett supergitter, samtidigt som alla dess komponenter frisätts i en vätskeblandning.
Även om SAC är en acceptabel lodlegering ökar tillsatsen av silver dess kostnad. Detta har drivit industrin till att använda lågsilverlegeringar (t.ex. SAC0307) eller silverfria alternativ, som tenn-koppar-nickel (SnCuNi).
Lödfogen
För att kunna se hur lödfogar ser ut måste de undersökas i svepelektronmikroskop, populärt förkortat SEM efter Scanning Electron Microscope. Upplösningen i dessa ligger vanligen mellan 1 till 20 miljondels millimeter. Defekter i lödfogar av diskuterade typer är således helt osynliga för ögat vilket naturligtvis försvårar problemen. Ett SEM kostar vanligtvis någonstans mellan 1–10 MSEK och ända upp till över 100 MSEK så det är endast stora företag och institutioner som har sådana.
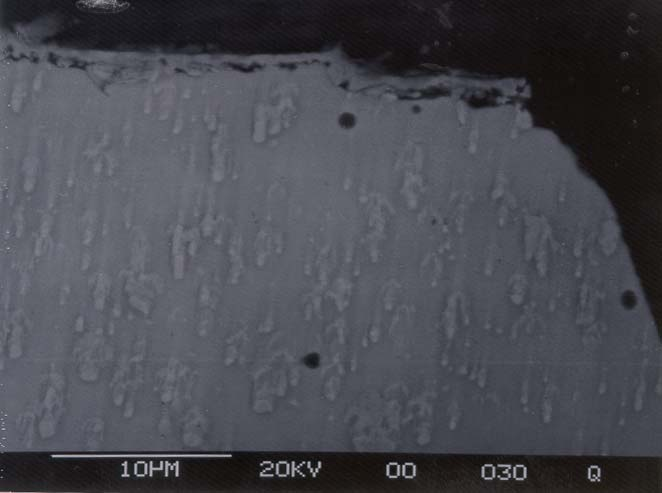
Bild 1: En defekt lödfog som utsatts för 2,4 A i drygt 14 h i 140 grader Celsius. Notera den vågräta sprickan överst i bilden som är i storleksordningen tusendelar av en millimeter. Det är ingen som helst kontakt i denna lödfog som orsakat ett avbrott på ett kretskort.
Nyckeln till en pålitlig lödfog ligger i kvaliteten på blandningen mellan metallerna som är påtvingad. Fogen kan inte vara för tjock eller för finkornig och bör helst inte ha några Kirkendall-hålrum (”Kirkendall voids” på engelska). Dessa hålrum beror på den så kallade Kirkendall-effekten som innebär att metallatomer tränger olika långt in i ett material och därför får man rörelse i gränsytan mellan två metaller. I denna gränsyta kan det uppstå hålrum som på grund av denna effekt försvagar gränsytan.
Lödfogen utsätts för olika typer av påfrestningar och skador:
-
termisk cykling
-
termisk chock
-
falleffekt
-
vibration
-
elektromigrering
Av dessa är termisk cykling och termisk chock relaterade, eftersom båda orsakas av miljötemperaturer. Under lödprocessen hettas både lod och komponent upp följt av avsvalning och i drift av det färdiga kretskortet varierar väldigt ofta miljöfaktorer som luftfuktighet och temperatur. Även faktorer som vibrationer och skakningar kan variera. Eftersom en fog utsätts för växlande temperaturer kommer dess individuella komponenter att utsättas för termisk expansion, alltså utvidgning på grund av temperatur, vilken sannolikt kommer att vara olika mellan olika material. Draghållfastheten hos fogen avgör då vid vilken tidpunkt den resulterande töjningen kommer att orsaka en spricka.
Vanligtvis, under termisk cykling, kommer lödfogen att utsättas för omkristallisering, vilket orsakar en uppruggning av lödfogen som tillåter bildandet av sprickor. Studier har visat att tillsats av La2O3 Lantanoxid nanopartiklar förbättrar den termiska tillförlitligheten. Högsilverlegeringar visar också bättre termisk tillförlitlighet. Tillsatsen av 0,1 % aluminium (Al) till lågsilverlegeringar har också en sådan effekt, liksom tillsatsen av Nickel (Ni), Mangan (Mn) och Vismut (Bi) till SnAgCu-legeringar.
Fallstöt och vibration är liknande relaterade problem, genom att någon typ av mekanisk deformation appliceras, vilket kan påverka kretskortet, lödfogen och komponenten. Speciellt med BGA-kretsar (Ball Grid Array, en mycket vanlig typ av ytmonterade kretsar) med stort antal anslutningar kan en fallstöt orsaka betydande skada, vilket testar egenskaper som skarvarnas skjuvhållfasthet. Fellägena från mekanisk vibration liknar de från termisk cykling, orsakade av gradvis utveckling av sprickor.
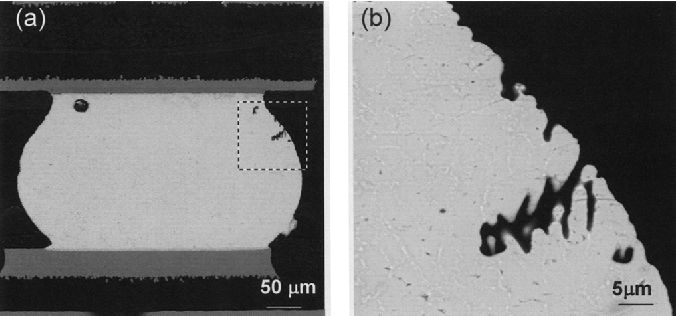
Bild 2 och Bild 3 (till höger): Sprickskador i en av de ”lodbollar” som används för lödning av så kallade Ball Grid Array kretsar. Den högra bilden (bild 3) är en delförstoring av skadan. BGA-kretsar är högintegrerade IC med inte sällan 500 anslutningar eller fler. Våra smartphones innehåller BGA-kretsar. Bilderna visar på fallskador som kan uppkomma på de bollar av lod som dessa kretsar är förbundna med mönsterkortet med. Dessa kan över tid orsaka felfunktion eller att enheten måste kasseras så var rädd om din Smartphone och se till att den har ett stötskyddande skal!
En BGA-kapsel är försedd med kontakter i form av ett rutnät av små kulor av lödtenn på undersidan. Genom att hela chipsets undersida utnyttjas kan ett stort antal kontakter med kretskortet uppnås, med den nackdelen att en BGA-kapsel är svår att montera och ännu svårare att avlägsna från mönsterkortet.
Lödning av en BGA-kapsel sker i en lödugn som smälter alla tennkulor på samma gång och på så vis fäster kretsen vid mönsterkortet. Vid avmontering (för reparationer och dylikt) används varmluft för att åter värma kapseln. Vid denna process kan lodkulorna rinna bort (deballing) och nya måste appliceras (reballing).
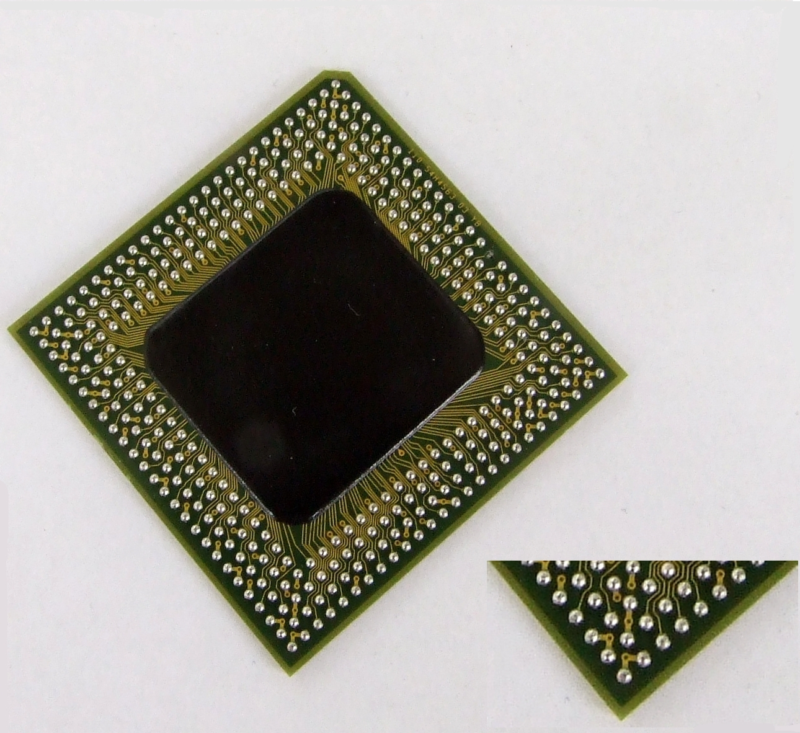
Bild 4: En mikroprocessor av BGA-typ
Elektromigration i lödfogar.
Slutligen är elektromigration det mest lömska fenomenet av alla, eftersom det inte kräver någon yttre påverkan. Den yttersta effekten av elektromigration är transporten av material inuti lödfogen och gränsytorna, orsakad av den gradvisa rörelsen av joner, eftersom rörelsen överförs av elektroner och diffunderande metallatomer. Strömmen i skarven mellan anoden och katoden gör att hålrum bildas. Med tiden blir dessa hålrum tillräckligt stora för att sprickor kan bildas i lödfogen och gränsytorna tills fogen slutligen upphör. Vid högre temperaturer och strömmar accelererar denna process. Höga strömmar är alltid ett problem för lödfogar, att tänka på i nätaggregat till exempel.
Att förhindra elektromigrering innebär att reglera temperatur och strömtäthet, samt att justera sammansättningen och strukturen av lödfogen för att öka dess elektromigrationsmotstånd. Tillsats av kobolt (Co) förbättrar elektromigrationsmotståndet, liksom tillsatsen av nickel (Ni) och vismut (Bi), där den senare också minskar smältpunkten för legeringen. Båda förbättrar elektromigrationsmotståndet.
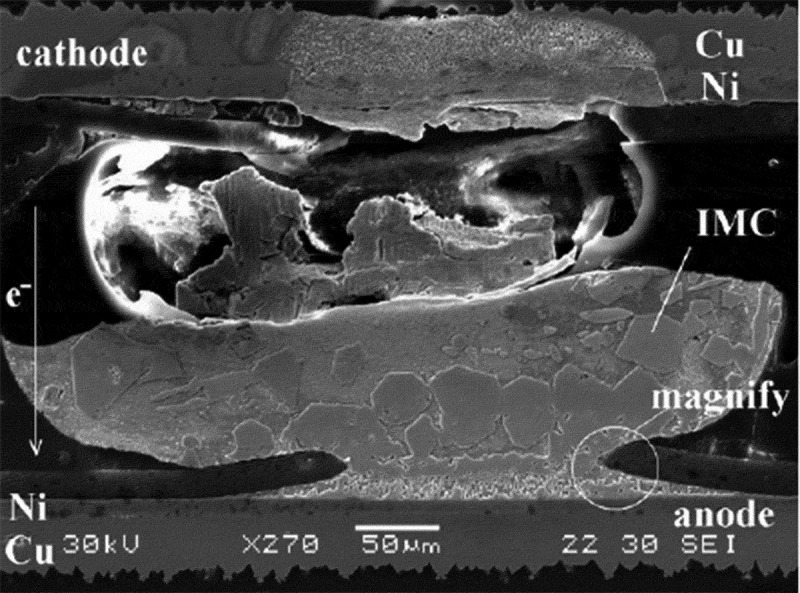
Bild 5: Skador till följd av elektromigration i en lödfog
Tillförlitlighet i lödfogar
Professionellt inom industrin försöker man att beräkna tillförlitligheten på sina konstruktioner med avseende på dels komponenternas tillförlitlighet men även lödfogarnas tillförlitlighet bland andra parametrar. Idag finns kommersiella verktyg som baserat på erfarenhet och statistiska metoder kan kalkylera dessa siffror men osäkerheten är fortfarande en faktor. På 1960-talet tog R. Black fram en ekvation som kommit att kallas ”Blacks ekvation” som försöker att beräkna medeltiden till fel för en ledare, det så kallade MTTF, Mean Time To Failure, för just elektromigration. Ekvationen är beroende av strömtätheten och tvärsnittsarean samt några fysikaliska konstanter. Dock har denna ekvation starkt ifrågasatts på senare tid då forskare menar att fler faktorer påverkar just elektromigration.
Mer legering med ytmonterade komponenter
Under 70-, 80- och stora delar av 90-talet gjordes praktiskt taget all lödning på relativt stora lödytor. Det mesta som handlade om lödning av hålmonterade komponenter skedde med hjälp av hållare för integrerade kretsar eller liknande. I takt med att ytmonterad lödning och användningen av mindre kapslingar som SOIC, TSSOP, QFN och BGA blev vanligt, blev styrkan hos lödfogen och dess hållbarhet mycket mer av ett problem när lödställena blev mindre och mindre.
Elektromigrering är en stor fråga som tillsammans med termisk och mekanisk motståndskraft kommer att spela stora roller nu och i framtiden. Lösningar på dessa problem kommer att avgöra mycket av våra enheters livslängd både för konsumenter och professionella användare av elektronik samt i vitt skilda branscher.
Välj SN100C om du vill löda blyfritt
Bild 6: En rulle lod med SN100C legering. Den gröna färgen används inom industrin för märkning av blyfritt lod och verktyg som används för blyfri lödning. Lödspetsar för blyfri lödning förses ofta med grön märkning.
Även om tenn-koppar (SnCu) som legering inte är att föredra för lödning då koppar tenderar att bilda en ganska grov och spröd lödfog, finns en variant som kan konkurrera med eller överträffa tenn-bly (SnPb) och SAC-legeringar sedan 90-talet, då Nihon Superior utvecklade SN100C, som är en tenn-koppar-nickel-germanium legering (SnCuNiGe). Tyvärr har denna legering varit behäftad med patent tills helt nyligen. Den har sin smältpunkt vid 227°C, där 0,05 % av Nickel (Ni) främjar en glänsande fog samtidigt som den minskar erosion av kopparn på lödställena. De 0,009% av Germanium (Ge) främjar vätning och förhindrar bildning av slagg.
Varför vill man ha en blank lödfog? Jo, blanka lödfogar indikerar oftast en fullgod lödning, kallödningar är i regel grå och matta.
Med vätning menas lödtennets utflytning, den ökar om ytspänningen minskar vilket flussmedlet i lödtennet har till uppgift att minska. För elektronik används i regel hartsbaserade flussmedel, harts är kåda som utvinns ur tallolja bland annat. Det finns saltsyrabaserade flussmedel men de kan inte användas för elektronik då resterna är elektriskt ledande och saltsyra är alltför aggressivt. På senare tid har citronsyra använts men den måste tvättas bort om den används i elektroniksammanhang och alla komponenter kan inte tvättas.
Eftersom denna eutektiska legering är billigare än SnCuAg-legeringar och att den har bättre egenskaper vid till exempel omarbetning, framstår den som ett intressant val för både proffs och hobbyister. Eftersom patentet har löpt ut ("SN100C" fortfarande varumärkesskyddat) har många tillverkare av lod nu lagt till denna legering i sin katalog, inklusive Stannol och Felder (Sn100Ni+), vilket gör lodet mycket lättare att införskaffa. En traditionell rulle kostar dock cirka 600 SEK hos Mouser men för en hobbyist varar den väldigt länge, även för den flitige hembyggaren. https://www.mouser.se/c/tools-supplies/soldering/solder/?b=AIM
Några förhållningsregler:
-
Blanda aldrig verktyg och lödspetsar för blyad och oblyad lödning, du förstör verktyg, lödspets och lödfog. Separata verktyg och lödspetsar gäller!
-
Observera att du måste justera in rätt temperatur på lödspetsen. Kontrollera i databladet för lodet vilken lödspetstemperatur som rekommenderas. Denna temperatur är INTE lika med smälttemperaturen för lodet. Som en tumregel kräver blyat lod en lödspetstemperatur på 300–400 °C och oblyat lod 370 – 425 °C. De flesta avancerade lödstationer har inbyggd temperaturmätning för lödspetsen. Det finns termometrar för lödspetsar, det är en god idé att investera i en sådan, rätt temperatur på lödspetsen är viktigt även för hobbyister för fullgoda lödningar. En enkel för några hundralappar räcker för hobbyisten, professionella kan kosta flera tusenlappar.
Materialvetenskap är kompromisser
Kärnan i lodlegeringar ligger inom materialvetenskapens område, som per definition handlar om kompromisser. Förbättra en parameter inom ett område och försämra en parameter inom ett annat. Jämför antenner, den perfekta antennen finns inte, alla antenner är kompromisser i någon mening, ett faktum som går igen i all fysik.
Vi kan se en kompromiss när vi tittar på att använda mikrolegering för att förbättra den mekaniska stabiliteten hos lödfogen, vilket resulterar i sämre elektromigrationsmotstånd och så vidare.
Ibland hör man påståendet att vi hade hittat den perfekta lodlegeringen med 63%/37% blylod (SnPb-lod) men när elektroniken miniatyriseras allt mer och forskningen på mjuklödningslegeringar fortskrider, kan vi se ett antal krav dyka upp som inte ens var ett problem förr men där vi nu kan tillämpa ny kunskap för att lösa dem. Att läsa igenom vetenskapliga artiklar från tiden runt 2000 om ämnet kontra aktuella artiklar visar verkligen hur långt vi redan har kommit.
En av de mest irriterande egenskaperna hos tenn - tennmorrhår eller whiskers som det kallas på fackspråk - är fortfarande en av de svåraste att helt lösa. Även om bly (Pb) hämmade utvecklingen och tillväxten av whiskers, var det inte en perfekt lösning. Legeringar som SnCuNiGe verkar vid denna tidpunkt erbjuda jämförbar prestanda i detta avseende och har rekommenderats som en drop-in-lösning.
Att ta fram bättre legeringar
Med problem som den termiska cyklingen och skjuvhållfastheten hos ständigt krympande lödfogar, är raffineringen av de legeringar vi använder för att montera kretskort något som är värt att ta itu med. Om vi kan göra sammansättningen av de största integrerade kretsarna för ytmontering, BGA-kapslar med mer än 500 anslutningar och deras tillförlitlighet över mer än tio års daglig användning till en nästan ofelbar process, så betyder det mindre elektroniskt avfall som behöver återvinnas eller som hamnar på deponier.
På samma sätt minskar bruket av det farliga blyet med nya legeringar för både proffs och hobbyister. Hobbyister stoppar inte längre ett par av 74-seriens DIP IC: er i ett hålmonterat kretskort annat än med några undantag för amatörer. En del byggsatstillverkare klamrar sig envist fast vid hålmonterade komponenter men det är bara en tidsfråga innan dessa komponenter i princip helt försvinner från marknaden. Många byggsatstillverkare erbjuder förmonterade ytmonterade komponenter då de inte finns i hålmonterat utförande.
All ny elektronik är i princip endast ytmonterad. Oftare ser vi att QFN, TSSOP och liknande ytmonterade kapslingar används.
Förhoppningsvis har du blivit lite klokare när det gäller lödning och vet nu att lödfogar är kritiska.
Intet är som en varm kolv med MOS (Metal Oxide Semiconductor, metalloxidhalvledare, men även föda) 😊
/Gert, AA7G / SM5LWC


